The Inflatek valve, also known as the inflatable seal valve, is a reference-grade industrial component designed for the precise handling of powder and bulk solids flow. Suitable for sectors such as energy, food processing, chemicals, minerals, and construction, it stands out thanks to its inflatable sealing system, which ensures optimal tightness and leak-free closure. Unlike standard valves, the Inflatek valve offers complete product containment, reducing the risk of contamination and dust emissions.
Its robust construction and durability make it a strategic choice for manufacturers looking to optimize their processes while complying with safety and environmental standards. This article offers an in-depth look at the Inflatek valve’s features, benefits, and applications, highlighting the key criteria for successful integration into your facilities.
Pour en savoir plus sur le fonctionnement, vous pouvez consulter cette vidéo explicative :
1. What is an Inflatek valve and how does it work ?
1.1 Definition and Operating Principle
The Inflatek valve is an innovative solution for controlling the flow of powders and bulk solids, designed to deliver uncompromising sealing and optimal reduction of product loss. Unlike traditional valves, it features a movable cap that, activated by an inflatable seal, applies uniform pressure across the product passage, ensuring a tight and leak-proof seal.
Its high-performance inflatable seal system eliminates excessive contact points, thereby reducing mechanical wear and extending the equipment’s lifespan. This design also ensures easier operation and simplified maintenance, making it ideal for demanding industrial processes.
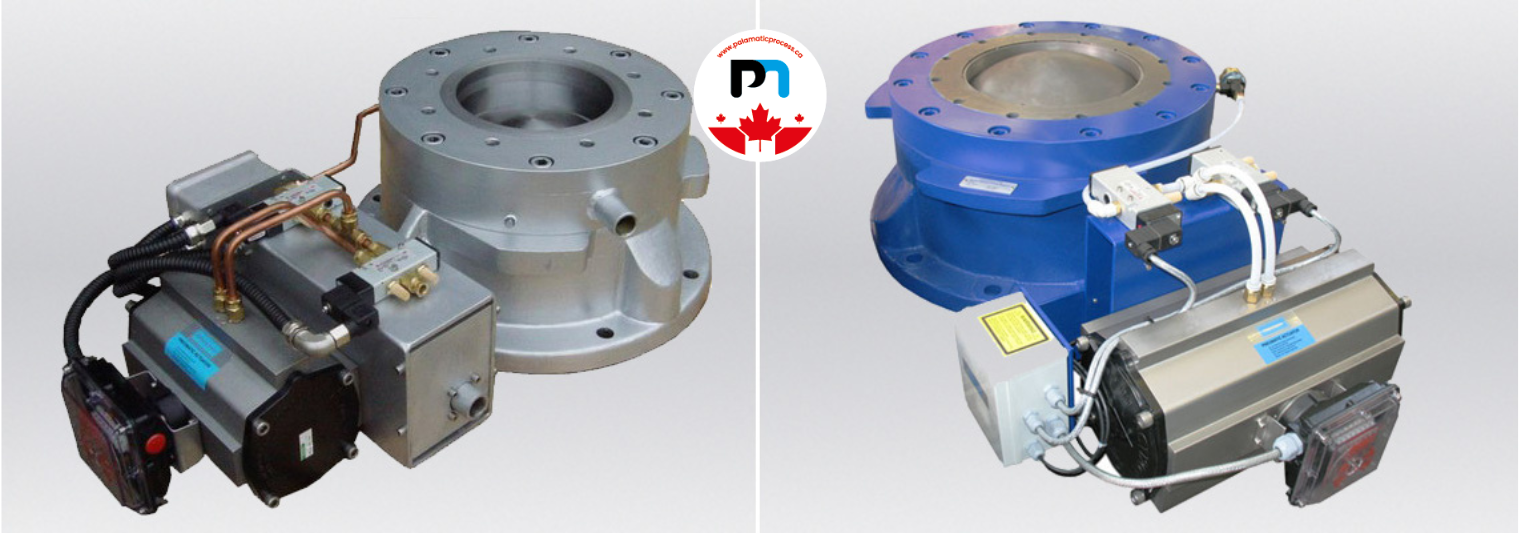
1.2 Key Components of the Inflatek Valve
- Valve body: made of stainless steel to ensure maximum resistance to corrosion, abrasion, and extreme environments.
- Movable cap: a critical component that enables effective closure of the product passage, ensuring proper containment.
- Inflatable seal: precisely inflates and deflates to provide a perfect seal while preserving the quality of the handled materials.
- Pneumatic actuator: allows automated and precise control of the opening and closing cycle, reducing manual intervention and improving efficiency.
1.3 Why Choose an Inflatek Valve?
- Unmatched sealing: complete elimination of leaks, ensuring a clean and safe environment.
- Increased durability: rugged design using high-quality materials, reducing wear and enhancing the equipment’s service life.
- Lower maintenance: quick and easy replacement of the inflatable seal without requiring full disassembly.
- Industrial adaptability: suitable for automated systems and compatible with ATEX-rated environments and strict regulations.
2. What are the benefits of the Inflatek valve ?
2.1 Sealing Performance and Powder Containment
- Eliminates leaks and dust emissions, ensuring a clean and safe working environment.
- Compliant with strict environmental standards and ATEX certifications, ensuring safety in explosive atmospheres.
- Optimizes containment of sensitive materials, reducing the risk of cross-contamination.
2.2 Reliability and Durability
- Made of stainless steel and high-strength materials for enhanced resistance to corrosion and wear.
- Robust design allows for heavy-duty use even under extreme conditions.
- Long-lasting inflatable seal system minimizes maintenance needs and extends equipment lifespan.
2.3 Versatility and Industrial Adaptability
- Compatible with a wide range of materials, including abrasive, toxic, or hygroscopic powders.
- Suitable for use in food, chemical, pharmaceutical, and mineral industries, offering a flexible solution for varied production environments.
- Easily integrated into automated systems to optimize production line efficiency.
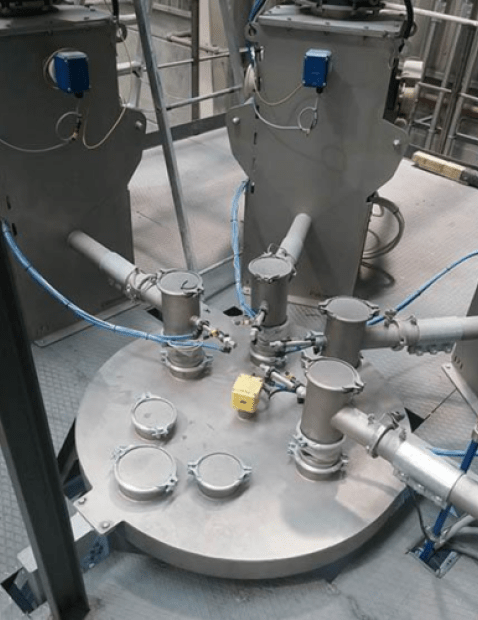
3. Where and how to use an Inflatek valve in your facility ?
3.1 In Dosing and Weighing Systems
- Integration into gravimetric and volumetric dosing systems to ensure precise distribution of raw materials.
- Maintains consistent dosing accuracy, minimizing product waste.
3.2 In Pneumatic and Mechanical Transfer Lines
- Ensures optimal flow control of materials, with no blockages or product loss.
- Compatible with pressurized or vacuum systems, suitable for modern production lines.
3.3 In Bulk Bag Filling and Unloading Equipment
- Provides complete containment during filling and unloading operations, reducing dust emissions.
- Designed to integrate with bulk bag and silo systems, reducing manual handling.
Do you have a powder dosing or transfer project ?
I’m available to provide guidance and support for your application.
Loïc, expert in industrial powder containment
4. How to select the right Inflatek valve ?
4.1 Key Technical Criteria
- Required diameter and flow rate based on the type of product and the needs of the facility.
- Construction materials selected according to production conditions (e.g., stainless steel for food processing, carbon steel for chemical applications, etc.).
- Operating temperature and pressure to ensure optimal compatibility with the industrial environment.
4.2 Available Options and Configurations
- Position sensors and automated control systems for real-time monitoring.
- Manual or pneumatic actuation, adapted to operational constraints.
- Can be integrated with weighing and dosing systems for precise regulation.
4.3 Compliance with Standards and Regulations
- ATEX certification for use in explosive zones (combustible dust, chemical industries, etc.).
- FDA and CE compliance for food and pharmaceutical industries.
- Compliance with applicable environmental standards, reducing risks of industrial pollution and contamination.
The Inflatek valve stands out as an essential piece of equipment for ensuring safe and efficient handling of powder and bulk material flow. Its exceptional sealing performance, durability, and versatility make it a strategic investment for any industry aiming to optimize production and reduce material loss.
5. Frequently Asked Questions
5.1 What is the average lifespan of an Inflatek valve?
A well-maintained Inflatek valve can operate for many years thanks to its robust design and high-durability inflatable seal, which reduces mechanical wear. The quality of the materials used and the frequency of use directly impact its longevity. Preventive maintenance helps maximize its service life.
5.2 Is the Inflatek valve compatible with all types of powders?
Yes, the Inflatek valve is designed to handle a wide range of products, including:
- Fine powders: flours, sugars, talc.
- Abrasive materials: sands, cements, metal oxides.
- Hygroscopic substances: salts, acids, moisture-sensitive chemicals.
- Toxic and explosive products: with configurations tailored for sensitive environments.
The choice of valve materials and options will depend on the specific characteristics of the handled product.
5.3 Can an Inflatek valve be used in ATEX zones?
Yes, certain models of the Inflatek valve are ATEX certified (zones 20, 21, 22) and can be safely used in explosive atmospheres. These valves are manufactured using specialized materials and anti-spark components to meet the highest industrial safety standards.
5.4 How do you maintain an Inflatek valve to extend its lifespan?
Regular maintenance of the Inflatek valve is essential for optimal performance. Here are the best practices:
- Periodic inspection of the inflatable seal to detect early wear.
- Regular cleaning of the cap and product flow area to prevent buildup or blockages.
- Checking pneumatic actuators and position sensors to ensure optimal responsiveness.
- Preventive replacement of components to avoid unplanned downtime.
6. Conclusion
The Inflatek valve is an ideal solution for achieving perfect sealing and accurate dosing in industries handling powders.
Need a solution tailored to your process? Contact our experts for a customized assessment!