












Description

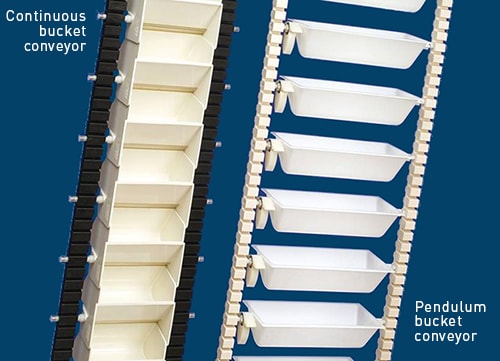
Continous or pendulum bucket conveyor for gentle handling of fragile products

PENDULUM BUCKET CONVEYOR
Pendulum bucket conveyors feature exceptionally low-maintenance and low-wear operation. The rubber chain is used in all of our systems to drive the conveyor element.
Particularly in the food industry, the advantages of pendulum bucket conveyors are clear to see. By using rubber chains, no lubricants are required that could contaminate the conveyed materials.
Rubber chains and buckets are available in food-safe versions with certificates according to European (EU directives) and American (FDA) standards. The casing can be designed in accordance with the highest hygienic requirements, such as with a tubular framework without horizontal surfaces and dead spaces.
-
Rate3
-
Fragile material5
-
Dosage accuracy4





On the pendulum bucket conveyors, the buckets can be removed without tools in a single action to clean them externally. Automatic cleaning stations can also be supplied for cleaning the buckets in all series.
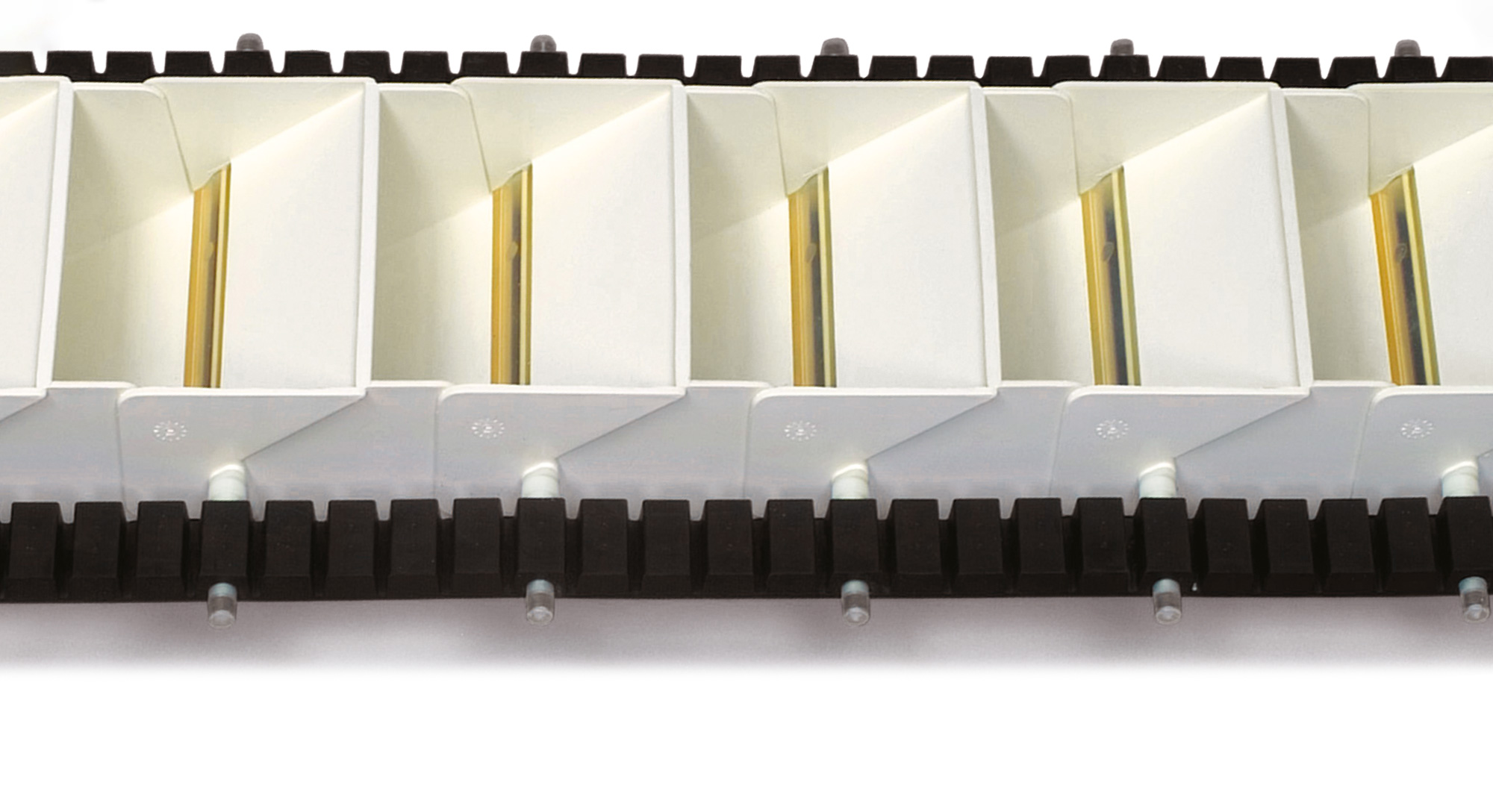
The basic structure of a pendulum bucket conveyor comprises 2 rubber chains running in parallel and the pendulum buckets suspended between them.
The buckets are able to swing. There is no connection between neighbouring buckets, which means that each bucket can be individually tipped or rotated.
In the horizontal matter and especially at the product handover point, the buckets touch, creating a self-contained, seamless conveyor belt. This allows a continuous delivery of product with a minimized risk of product losses. The swinging buckets remain in a horizontal position, regardless of their location and speed. This is what produces the major advantage of a pendulum bucket conveyor: all manner of different lines with multiple drop-off points.
With a pendulum bucket conveyor, there is no restriction to the simple Z-shape. C, O and T-shapes are also possible. It is also possible to transport filled buckets entirely within the loop in order to provide a buffering option. However steps must be taken to avoid double filling or, to be more precise, overfilling. The buckets and chains are available in a wide range of different materials.
The buckets can be designed in food-grade, detectable and/or conductive materials, entirely in accordance with the requirements of the application in question. The detectable version ensures a high level of operational reliability and helps to avoid product contamination, a quality that is useful for more than just the food industry.
Dismantling and cleaning of the pendulum conveyor




Continuous bucket conveyor
Continuous bucket conveyors have the same basic structure. Buckets designed especially for the transport of bulk materials of all kinds are mounted between two rubber chains.
The continuous bucket conveyors are characterised by a fully enclosed, seamless conveyor belt. This means that two neighbouring buckets are connected to each other by a flexible rubber flap, known as the connecting flap. This connection is a positive-locking one and gap free, guaranteeing that the bulk materials cannot trickle down between the buckets.
Product loss is minimal. Despite this, the design is flexible enough to allow materials to be transported both horizontally and vertically without any product handover points. The length of the transportation route is virtually unlimited. Various materials are available for every component of the bucket conveyor. The materials are chosen based on the requirements relating to compatibility, temperature and the physical and chemical properties of the materials being transported.
Individual parts, such as buckets or connecting flaps, can be individually replaced, contributing to the high degree of system availability.
The low-maintenance continuous bucket conveyor is especially suitable for customers who set particular store by cost-effectiveness and productivity and who want to keep their maintenance and repair costs as low as possible.
Transportation lengths of up to 50 m vertically or 100 m horizontally have already been created using continuous bucket conveyors. Conveyor capacities of up to 100 m³/h can also be achieved.
Among their other qualities, continuous bucket conveyors are ideal for transporting anything from fine dusts of micrometre size through to coarse products.
All parts that come into contact with the product can also be supplied in food-safe quality. This of course includes up-to-date certificates in accordance with applicable standards such as EC 1935/2004 and 10/2011 or 21 CFR 175-181.
All continuous bucket conveyors are also available with an ATEX certificate for dust explosion zones 20 to 22.
The continuous bucket conveyor has the robust conveyor belt as its central element: rubber chains and buckets are connected, ensuring the reliable transport of your bulk materials.
Non-food versions are also available:
With link-free rubber chains, continuous bucket and pendulum bucket conveyors have proven themselves in the non-food area. Even abrasive materials and those causing wear can be conveyed with ease. The conveyed goods are fed carefully and not scooped, minimising the stress on the materials and also the wear on the buckets.
For systems at risk of dust explosions, continuous bucket and pendulum bucket conveyors are also available with ATEX certification.
By using a wide range of materials for rubber chains and buckets, the systems can be adapted to the relevant requirements. The bucket conveyors have proven themselves in numerous product areas:
• Powders and granulates,
• Chemicals
• Building materials
• Recycling
• Ceramics
• Plastics...

Screws

Metal pieces

Coins

Washing powder
Equipment advantages
Continuous
-Very stable running
- Small footprint
- High conveying capacity
- Atex design available
Pendulum
- Buckets can be removed without tools for external cleaning
- Hygienic design made from tubular steel available
- Many different line versions available
- Multiple drop-off points are possible
- For weighed or counted products, the bucket position can be determined reliably at any time (no elongation of the rubber chains!)
- Atex version available
Media
View our equipment in videos
Pendulum bucket elevator
Pendulum bucket conveyors feature exceptionally low-maintenance and low-wear operation. The rubber chain is used in all of our systems to drive the conveyor element.
View our equipment in photos

Food safe version
Rubber chains and buckets are available in food-safe versions with certificates according to European (EU directives) and American (FDA) standards.

Gentle and hygienic transportation
Pendulum bucket conveyors are especially suitable for the gentle and hygienic transportation of bulkable and pourable foodstuffs.

Gentle conveying of fragile materials
Our bucket conveyors can of course also be equipped with CIP cleaning stations.

Hygienic design
The casing can be designed in accordance with the highest hygienic requirements, such as with a tubular framework without horizontal surfaces and dead spaces.

Multiple drop-off points on mechanical conveyor
As already mentioned, pendulum bucket conveyors can be designed with multiple drop-off points.

Bucket designed for abrasive materials
Even abrasive materials and those causing wear can be conveyed with ease.

Multiple drop off points on mechanical conveyor
The design is flexible enough to allow materials to be transported both horizontally and vertically without any product handover points.

Handling of fragile materials: pretzels
The buckets can be designed in food-grade, detectable and/or conductive materials, entirely in accordance with the requirements of the application in question.

Pendulum bucket conveyors mounting
The outstanding feature of the pendulum bucket conveyors is the ability to mount and remove the buckets with just a few operations and no need for tools.

On-line single drop-off point
The continuous bucket conveyors are characterised by a fully enclosed, seamless conveyor belt.

Wide range of materials for rubber chains and buckets
By using a wide range of materials for rubber chains and buckets, the systems can be adapted to the relevant requirements. Bucket conveyors have proven themselves in numerous product areas.

Removable buckets on pendulum bucket conveyors
On the pendulum bucket conveyors, the buckets can be removed without tools in a single action to clean them externally.

The buckets can easily be removed with tools
With link-free original rubber chains, continuous bucket and pendulum bucket conveyors have proven themselves in the non-food area.

Heavy duty bucket conveyor
The conveyed goods are fed carefully and not scooped, minimising the stress on the materials and also the wear on the buckets.




Features
Technical specification
2 types of bucket conveyor:
- Continuous:
- Only one drop-off point
- Removal of the buckets possible using tools - Pendulum:
- Multiple drop-off points
- Buckets can be removed without tools
- Hygienic finishes for easy cleaning
PENDULUM CONVEYOR
The outstanding feature of the pendulum bucket conveyors is the ability to mount and remove the buckets with just a few operations and no need for tools. This is especially useful for frequent cleaning arising from regular product changes, for example.
A second set of buckets is commonly kept to quickly and easily swap the "dirty" buckets for the clean ones when product changes are made, allowing downtimes to be kept to a minimum.
As already mentioned, pendulum bucket conveyors can be designed with multiple drop-off points. These drop-off points are generally controlled using compressed air supplied via a cylinder. This means that multiple stock silos, or even multi-head scales or packaging machines can be loaded.
Another tremendous advantage of pendulum bucket conveyors is their ability to transport bulk materials that have already been weighed or counted. In this instance, the pendulum bucket conveyor can be the perfect link between multi-head scales or counting machines and the associated packaging equipment such as tubular bag machines. With pendulum bucket conveyors, you can be reassured that whatever was filled in at the bottom also arrives at the top. No more, no less.
Pendulum bucket conveyors are especially suitable for the gentle and hygienic transportation of bulkable and pourable foodstuffs. The interaction of the food-safe, corrosion-resistant and lubricant-free rubber chain and the easy-clean pendulum buckets has been satisfying the exacting demands of a range of food manufacturers for many years.
Our bucket conveyors can of course also be equipped with CIP cleaning stations. With the CIP station, buckets and chains can be automatically cleaned either with compressed air or water.
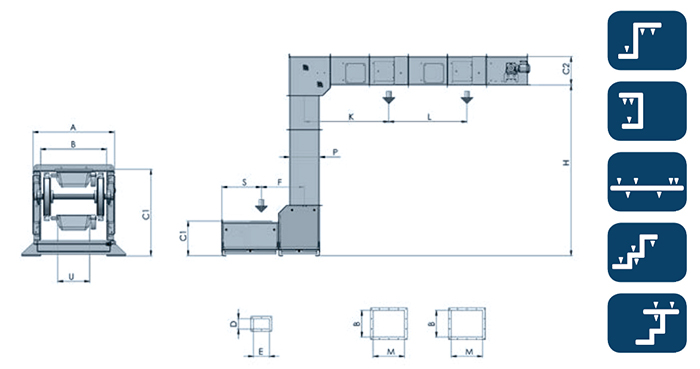
Pendulum bucket elevator - Dimensions
| Type | A | B | C1 | C2 | D | E | F [min.] | H [min.] | K [min.] | L [min.] | M [min.] | P | S | U | Bucket spacing | Bucket volume |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P5 | 518 | 420 | 550 | 450 | 160 | 250 | 685 | 970 | 720 | 620 | 500 | 480 | 625 | 195 | 165 | 1.6 |
| P10 | 668 | 570 | 550 | 450 | 310 | 250 | 685 | 970 | 720 | 620 | 500 | 480 | 625 | 345 | 165 | 2.8 |
| P20 | 798 | 700 | 650 | 550 | 440 | 250 | 820 | 1,220 | 855 | 72 | 600 | 530 | 675 | 476 | 198 | 5.5 |
| P30 | 918 | 820 | 820 | 700 | 400 | 400 | 1,300 | 2,950 | 1,525 | 1,050 | 936 | 700 | 900 | 480 | 258 | 12.1 |
| P40 | 1,218 | 1,120 | 820 | 700 | 700 | 400 | 1,300 | 2,950 | 1,525 | 1,050 | 936 | 700 | 900 | 780 | 258 | 19.5 |
Dimensions in mm - Bucket volume 100% / Water volume in litres
Pendulum bucket elevator - Conveying performances in m³/h.

CONTINOUS CONVEYOR
The standard conveying speed of 0.5 m/s is the ideal compromise between capacity and product-sparing and loss-free transportation. However speeds of up to 1 m/s can also be accommodated without problems. All of the components involved are coordinated with each other to ensure high availability and reliability.
Continuous bucket conveyors are designed to deliver maximum operational dependability.
The self-contained, if necessary dust-tight and even gas-tight housing construction ensures that products and dust remain inside the housing and do not escape into the environment around them. So even if bulk materials that are hazardous to health are being conveyed, there is no risk of nearby work areas being contaminated. All bucket conveyors can also be equipped with connections for extractor systems.
A controlled product feed is essential for the use of our bucket conveyors. When coupled with optimised product feed, the result is a virtually loss-free conveyor system.
At the bucket conveyor handover point, the conveyed material falls out of the bucket due to the influence of gravity and is not ejected, as with standard elevators. This is significantly more gentle on the product and keeps dust development within manageable limits.
The low-maintenance continuous bucket conveyor is especially suitable for customers who set particular store by cost-effectiveness and productivity and who want to keep their maintenance and repair costs as low as possible.
Transportation lengths of up to 50 m vertically or 100 m horizontally have already been created using Wiese continuous bucket conveyors. Conveyor capacities of up to 100 m³/h can also be achieved.
Among their other qualities, continuous bucket conveyors are ideal for transporting anything from fine dusts of micrometre size through to coarse products.
There is a solution we have customised for every application.
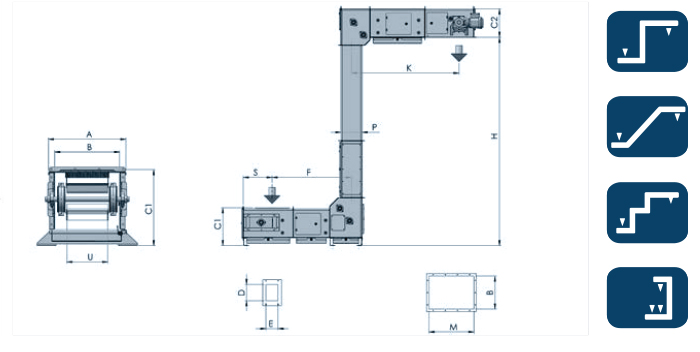
Continuous bucket elevator - Dimensions
| Type | A | B | C1 | C2 | D | E | F [min.] | H [min.] | K [min.] | M [min.] | P | S | U | Bucket spacing | Bucket volume |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
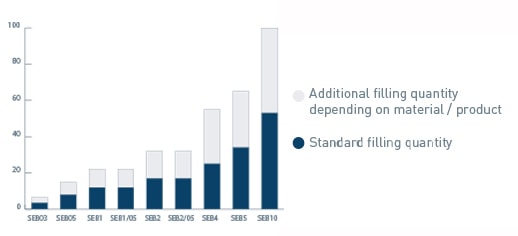
| SEB 03 | 338 | 260 | 465 | 350 | 80 | 150 | 530 | 685 | 645 | 550 | 260 | 355 | 121 | 99 | 0,3 |
| SEB 05 | 478 | 400 | 465 | 350 | 200 | 150 | 530 | 685 | 645 | 550 | 260 | 355 | 253 | 99 | 0,7 |
| SEB 1/05 | 458 | 380 | 555 | 460 | 150 | 250 | 820 | 1.220 | 1.015 | 750 | 410 | 625 | 212 | 165 | 1,7 |
| SEB 1 | 598 | 500 | 615 | 500 | 150 | 250 | 970 | 1.900 | 1.255 | 843 | 410 | 625 | 212 | 165 | 1,7 |
| SEB 2/05 | 518 | 440 | 645 | 550 | 200 | 250 | 1.100 | 1.730 | 1.365 | 943 | 550 | 675 | 267 | 198 | 33,0 |
| SEB 23,0 | 668 | 570 | 715 | 600 | 150 | 250 | 1.150 | 1.900 | 1.415 | 943 | 550 | 675 | 267 | 198 | 3,0 |
| SEB 4 | 718 | 620 | 715 | 600 | 300 | 250 | 1.150 | 1.900 | 1.615 | 1.140 | 550 | 675 | 392 | 198 | 5,1 |
| SEB 5 | 818 | 700 | 915 | 750 | 280 | 400 | 1.325 | 2.250 | 1.425 | 915 | 750 | 1.100 | 375 | 215 | 6,5 |
| SEB 10 | 1.118 | 1.000 | 935 | 770 | 450 | 400 | 1.350 | 2.250 | 1.925 | 1.290 | 750 | 1.100 | 600 | 215 | 10,0 |
Dimensions in mm - Bucket volume 100% / Water volume in litres
Continuous bucket elevator - Conveying performances in m³/h.
Case studies
CASE STUDIES WITH THIS EQUIPMENT

Vertical transfer of tablet gum
Processed powders: malto dextrin, sorbitol, powdered sugar, crystal sugar... - Vertical transfer of dragees - Installation of tilting bucket elevators allowing high throughput handling of fragile...Food and Animal Feed
-
Coating machine feeding
Processed powders: pea flour, soy flour, wheat flour, oat flour, bran flour, additives... - Coating machine feeding - The purpose of the installation is to feed the coating machines at the exit of...Food and Animal Feed
-
Continuous transfer of crackers
Processed products: appetizers, snacks, chips and crackers - Continuous transfer of crackers - At the extrusion outlet, after the potato flour feed, the puffed crackers are directly collected to feed...Food and Animal Feed
-
Candy transfer and packaging
Processed products: sweets, candies, berlingots - Transfer and packaging of sweets - Objective: feeding of associative weigher upstream of the vertical packaging machine.Food and Animal Feed
-
Automation of the feeding of zinc powder to the process
Processed powders: zinc powder and additives. The aim is to improve the manual loading of the powders and to implement a complete automated system for accurate dosing of the ingredients into the...Energy










